
 Heim
Heim





Hochwertiger Kleber für Sandwichplatten zum Verkleben von Sandwichplatten
BESCHREIBUNGFlexibond 8205HV ist ein zweikomponentiger thixtroper Polyurethanklebstoff, der zum Verkleben von Holz, Glas
Basisinformation.
| Modell Nr. | Flexibond 8205HV |
| Haltbarkeit (Harz) | 12 Monate |
| Origenes | China |
| Paket | 25kg/5kg Cubo 1250kg/250kg Tambor |
| Aushärtungsmechanismus | Poly-Addition |
| Die Farbe nach dem Mischen | Hellgelb |
| Schiere Stärke | ≥ 10 MPa (Aluminiumlegierung) |
| Mischungsverhältnis (nach Gewicht) | 5:1 |
| Anwendung | Automobil |
| Bindungsfraktion | Strukturklebstoff |
| Transportpaket | Paletten/Eimer |
| Spezifikation | 25 kg + 5 kg Eimer, 1250 kg + 250 kg/Trommel |
| Warenzeichen | Flexibond |
| Herkunft | China |
| HS-Code | 3506919090 |
| Produktionskapazität | 30000 Tonnen/Jahr |
Produktbeschreibung
BESCHREIBUNGFlexibond 8205HV ist ein zweikomponentiger thixtroper Polyurethanklebstoff, der zum Verkleben von Holz, Glasfaserplatten, Aluminiumplatten, Stahlplatten, Polyurethan-Sandwichplatten und Polystyrolschaumplatten geeignet ist. Der Klebstoff eignet sich für vertikale Verklebungen, die eine hohe Thixotropie erfordern. Das Produkt ist lösungsmittelfrei und umweltfreundlich.
VORTEILE(1) Hochviskose Version(2) Hervorragende Haftung auf verschiedenen Substraten ohne Blasenbildung (3) Schnelle Aushärtung, verkürzte Presszeit (4) Gute Thixotropie, kein Durchhängen (5) Keine Reizgasbildung (6) Beständig gegen Hitze und Feuchtigkeit, Wetterresistent
TECHNISCHES DATENBLATT VON FLEXIBOND 8205HV/8200
| Technische Daten | ||
| Komponente A (Basis) | Komponente B (Härter) | |
| Aushärtungsmechanismus | Poly-Zugabe | |
| Chemische Basis | Mehrfachhydroxylverbindung | PAPI |
| Farbe | Weiß | Braun |
| Die Farbe nach dem Mischen | Hellgelb | |
| Dichte (vor dem Aushärten) | 1,62 g/cm3 | 1,2 g/cm3 |
| Viskosität | 30000–40000 MPa. S | 200–300 MPa. S |
| Viskosität (nach dem Mischen) | 20000–30000 MPa. S | |
| Mischungsverhältnis (nach Gewicht) | 100 | 20 |
| Bewerbungszeit (25) | 50-70 Min | |
| Öffnungszeit (25) | 70-90 Min | |
| Härte Shore D (GB/T 531-2008) | Etwa 70 | |
| Scherfestigkeit (GB/T 7124-2008) | ≥ 10 MPa (Aluminiumlegierung) | |
| Haltbarkeit (ungeöffnet unter 25) | 12 Monate | 6 Monate |
ANWENDUNG(1) Vorbereitung: Bereiten Sie ein leeres Fass vor. Wunsch: sauber und trocken. Rührwerkzeug: Stäbchen zum manuellen Mischen oder Elektromixer. Elektronische Waage: Es wäre besser, wenn die elektronische Waage das Gewicht auf eine Dezimalstelle genau messen könnte.
(2) Oberflächenbehandlung der Untergründe: Die Untergründe sollten sauber und trocken und frei von Fett, Staub oder anderen Verunreinigungen sein. Die Substrate können mit Ethanol und Aceton gereinigt werden. Wird die Metalloberfläche mit einem Primer beschichtet, das austretende Mittel auf der Kunststoffoberfläche gereinigt oder die Oberfläche poliert, kann die Haftung deutlich erhöht werden.
(3) Flexibond 8205HV/Flexibond 8200 = 5:1 (nach Gewicht) Noch 1–2 Minuten mischen, nachdem die Zweikomponentenfarbe gut vermischt ist. Den Mischer so schnell wie möglich aufbrauchen, bevor die Topfzeit abgelaufen ist, oder es kann auf das Prinzip „weniger häufig“ zurückgegriffen werden.
(4) Klebstoffbeschichtung: Der Klebstoff kann manuell mit gezahnten Schabern oder Rollen aufgetragen werden. Der Klebstoff sollte gleichmäßig auf die Substratoberfläche aufgetragen werden. Die empfohlene Dosierung beträgt 300–600 g/m2. Die Dosierung variiert je nach Rauheit der Untergrundoberfläche. Der Klebstoff sollte innerhalb seiner Topfzeit aufgetragen werden. Die Spezifikationen können Abbildung 1 entnommen werden.
(5) Pressen: Mit Klebstoff beschichtete Substrate sollten innerhalb der offenen Zeit gepresst werden, da sonst die Haftfestigkeit beeinträchtigt wird. Erhöhen Sie den Compoundierdruck so hoch wie möglich, ohne die Materialformung zu beeinträchtigen. Die Spezifikationen können Abbildung 1 entnommen werden.
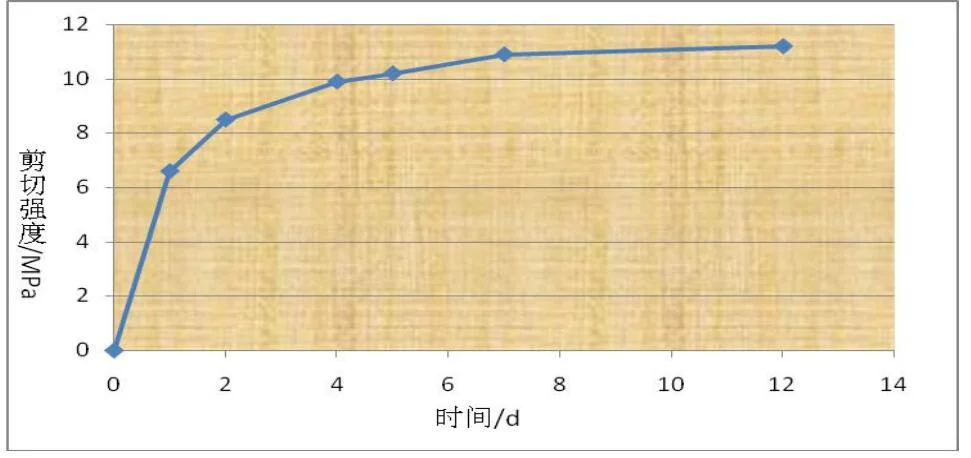
(6) Presszeit Die Aushärtungsgeschwindigkeit und die Zeit bis zur Haftungsbildung variieren mit der Temperatur. Die Aushärtegeschwindigkeit ist langsamer und das Pressen dauert länger, da die Temperatur niedriger ist. Die Aushärtungsgeschwindigkeit ist schneller und das Pressen dauert kürzer, je höher die Temperatur ist. Die Presszeit beträgt 5-8 Stunden bei 23 °C. Die vollständige Aushärtungszeit beträgt 7 Tage. Die Spezifikationen können Abbildung 2 entnommen werden.
(7) Arbeitsbedingungen Empfohlene Arbeitsbedingungen: Temperatur 5–30 °C, relative Luftfeuchtigkeit <80 °C. Eine zu niedrige Temperatur beeinträchtigt die Aushärtegeschwindigkeit. Und wenn die Luftfeuchtigkeit zu hoch ist, bilden sich zu viele Blasen.
(8) Empfohlene Reinigungsmittel für die Reinigung: Aceton, Butanon
SPEZIFIKATION
Harz (Flexibond 8205HV): 25,0 kg/Eimer. Härter (Flexibond 8200): 5,0 kg/Eimer. Die Verpackung kann je nach Kundenwunsch angepasst werden.
Scherfestigkeitsdiagramm



vorherige:
Polyurethanklebstoff für die Verklebung von Sandwichpaneelen in Transportern, LKWs und Kühlboxen
28 mm Twist-Off-Kappen :nächste
An uns senden